(Статья впервые вышла здесь: https://appau.org.ua/tk-185/o-proyzvodstvennyh-kpe-digital-lean-y-obshhej-kulture-proyzvodstv-yntervyu-s-evgenyem-kovnyrom/)
В рамках проекта aCampus АППАУ берет интервью у экспертов, которые знают тему стандартов. Сегодня мы знакомим вас с мнениями Евгения Ковнира – одного из лучших украинских специалистов по теме бережливого производства и систем производственных КПЭ из компании ДТЕК. Евгений сертифицирован на Lean Six Sigma Black Belt в компании ДТЭК, является Data Scientist и членом американской ассоциации качества (ASQ). Интервью берет Александр Юрчак.
А.Ю. – Евгений, как давно вы знакомы со стандартом ISO 22400 и, если шире, как давно занимаетесь темой производственных КПЭ? Какой ваш опыт?
Е.К. – Темой производственных показателей напрямую или косвенно занимаюсь последние 8 лет. Моя цель как эксперта в повышении эффективности бизнеса – позитивно влиять на производственные процессы, а КПЭ являются инструментом оценки достигнутого результата. С 2013 по 2015 год мы с коллегами активно занимались внедрением проектов по повышению операционной эффективности с применением инструментов Lean Six Sigma на активах ДТЭК: шахты, обогатительные фабрики, ТЭС. На определенном этапе родилось понимание, что наличие факта экономического эффекта от внедрения проектов по улучшению процессов не всегда говорит о том, что технические показатели, лежащие в основе расчета эффекта, стабильно хороши. Например, можно отслеживать изменение показателя «Освоение жд вагонов до полной грузоподъемности» по среднему арифметическому, а именно сравнивать средний недогруз вагонов за некий период, скажем, «минус» 0.5 тонн с максимально дозволенным недогрузом «минус» 1 тонна. Как видим средний факт погрузки за период не выходит за пределы нормативного недогруза. Но это по среднему, а при этом фактическая доля отдельных вагонов, недогруженных более чем на 1 тонну, может составлять 30%. Предприятию – убытки, а КПЭ-то в норме, можно платить премию. И на каждом предприятии тогда был свой подход к расчету показателей. Потому возникла необходимость унификации КПЭ на всех производственных активах и в 2015 году мы приступили к созданию концепции полномасштабной системы КПЭ в компании ДТЭК. При выборе подходов к расчету КПЭ мы с коллегами пользовались специфическими отраслевыми стандартами, например, при разработке показателей для ТЭС использовали IEEE Std 762-2006 «Standard Definitions for Use in Reporting Electric Generating Unit Reliability, Availability, and Productivity». О существовании же общего стандарта ISO 22400 узнал совсем недавно как раз благодаря популяризации этого стандарта вашей ассоциацией [Смеётся – А.Ю.].
А.Ю. – В недавнем опросе АППАУ в ответах наших респондентов мы видим, что только треть опрошенных знает этот стандарт, – остальные либо не знают, либо только слышали, но не вникали. Поскольку вы давно в этой теме, 2 вопроса – а) является ли важным вопрос стандартизации КПЭ – или это дело каждого предприятия и «не надо заморачиваться», б) если это важно – какие институты в нашем государстве должны отвечать за это или хотя бы способствовать продвижению стандартов.
Е.К. – Смысл стандартов – распространение подходов, что признаны на текущий момент лучшим практиками. Минус стандартов – серьезное запаздывание с донесением до целевой аудитории. Почему? Обычно это просто не информированность. Вы спросите экспертов сколько они могут назвать украинских журналов, которые пишут, скажем, о вопросах управления качеством? Я, например, читаю американские Quality Progress, Quality Engineering и пр. Эти журналы мне доступны как члену Американской ассоциации качества (ASQ). Но не все эксперты могут подписаться на недешёвые отраслевые журналы и читать стандарты в оригинале. И это отражается на каждом из нас. Например, работая с методологией Lean Six Sigma я не могу опираться на отечественные стандарты – их попросту нет. Какой стандарт проведения анализа причины брака на производстве с применением диаграммы Исикава? Какой стандарт построения контрольных карт Шухарта с целю выявления особых причин вариации параметров при обычных измерениях качества продукции в том числе в парадигме Quality 4.0?
Украина в этом смысле отстает даже от РФ, где издано много ГОСТов по различным аспектам повышения качества процессов. Полагаю, что мы отстаем от РФ в данном вопросе лет на 10, а от западных стран… даже не хочу никого пугать своими оценками.
Как в той же РФ издавались упомянутые стандарты? Все просто – существует государственная программа развития экономики через повышение производительности труда. Ради интереса зайдите на сайт http://производительность.рф и увидите масштабы этой работы: есть специальные комитеты при министерствах, технопарки, консультанты, в том числе по вопросам КПЭ, бизнес-тренеры, сообщества экспертов и самое главное перечень конкретных предприятий, которые присоединились к программе и информируют на упомянутом портале о текущих проектах и динамике улучшения КПЭ (тонны, погонные метры, литры, человеко-часы и прочее). Я мечтаю о том, чтобы мы сделали аналогичную программу в Украине, но для этого в правительстве должны появиться люди с мышлением не в стиле «как получить очередной транш из Европы», а с мышлением «что мы можем сделать сами для того, чтобы повысить эффективность наших производственных предприятий, измеряя эту эффективность правильными КПЭ, которые привычны и понятны западным инвесторам»? Потому отвечая на вопрос о том, кто государстве должен продвигать перевод стандартов отвечу – не знаю, могут быть разные модели.
Но то, что каждое предприятие не должно изобретать свой собственный свод КПЭ без ознакомления с лучшими мировыми практиками – уверен.
А.Ю. – По другим опросам АППАУ мы знаем, то системы КПЭ есть на большинстве крупных предприятий, но большого доверия у управленцев к ним нет, так как данные вводятся вручную. Этот опрос подтвердил ту же ситуацию – только треть респондентов говорит, что данные измеряются автоматически. В остальных 70% – речь об ручном вводе данных. Насколько эта проблема серьезная по вашему опыту?

Евгений Ковнир на активах ДТЕК.
Е.К. – Нужно признать, что большинство показателей на украинских предприятиях сотрудники записывают вручную, не руководствуясь никакими стандартами о принципах съема показаний, методах расчета объемов выборки значений, методах обработки статистических выбросов в данных и способах усреднения величин. Все эти первичные данные вносятся в огромное количество самодельных форм в MS Excel, которые изобилуют ошибками в формулах, эти ошибки сложно вовремя выявить. Эти файлы MS Excel часто хранятся в беспорядке. Потеряв такой файл, его всегда можно за вечер «сочинить» заново, и из этого файла рассчитать любые КПЭ и руководство сделает из этих данных любые бизнес выводы. По результатам одного из исследований, проведенных в США, 11% медицинских записей содержат ошибки. А последствия таких ошибок гораздо существеннее, чем, неточный расчет, скажем, показателя MTBF (средняя наработка на отказ) для группы насосов. Потому я думаю, что в промышленности таких ошибок гораздо больше. Ценность КПЭ проявляется на втором этапе так называемой «аналитической цепочки ценности» – концепции, которой руководствуются компании с развитой аналитической культурой. Полная цепочка выглядит так: «Данные» – «Расчет факта КПЭ» – «Анализ причин отклонений» – «Принятие решения об изменении процесса» – «Внедрение». А потому из-за сбоя на этапе расчёта КПЭ дальше страдает вся последующая цепочка и бизнес в целом. Более того, даже автоматический сбор информации не гарантирует точности КПЭ. Каждое фактическое значение показателя берет начало с первичных датчиков, которые могут не проходить надлежащую калибровку, данные с датчиков могут собираться в АСУ разных производителей, где правила расчета, округления, агрегирования данных основаны не на стандартах, а на мнении разработчика. Качество данных – это отдельная крупная тема. Скажу так, что если принятие решений основано на данных, то этот вопрос должен иметь первостепенное значение в бизнесе.
А.Ю. – Если говорить о бережливом производстве – у вас много публикаций по этой теме, – как там обстоят дела с замерами КПЭ? Есть ли здесь проблема «человеческого фактора» (ручных измерений) и с этим ли, в первую очередь, связан тренд Digital Lean?
Е.К. – Я не рассматриваю тему КПЭ в отрыве от темы Lean, так как второе – это метод достижения первого. Идеолог «японского экономического чуда» Эдвардс Деминг говорил, что существует только 3 способа достичь выполнения амбициозного КПЭ: 1) изменением существующего процесса, 2) путем фальсификации данных, 3) путем увеличения затрат (например, за счет невыполнения других КПЭ). Потому если КПЭ вашего предприятия основаны не на принципе соблюдения «нормативного уровня КПЭ» (например, нормативный уровень поломок или брака), а на принципе «то, что вчера было рекордом – сегодня уже норма и так далее», то постоянное изменение процесса – это единственный путь достижения все более агрессивных целей по КПЭ. А значит выживание бизнеса в условиях конкуренции будет определяться количеством и качеством попыток по совершенствованию процессов, что будет находить отражение в КПЭ. Потому традиционно проекты Lean Six Sigma инициируются в качестве корректирующей меры на стабильное невыполнение КПЭ. Lean Six Sigma – это по сути основанная на данных «процессная хирургия», где качеству данных уделяется особое значение. Есть в арсенале этой методологии ряд аналитических инструментов, которые позволяют оценить и скорректировать систему сбора данных, например, анализ системы измерения R&R Gage (который рекомендован ISO 9001). Что касается ручного сбора данных, то не все можно цифровизовать, т.к. никогда не знаешь, какой процесс придется улучшать в следующий раз. Время ремонта оборудования превышает целевое значение? Нужно делать хронометраж вручную на месте. Время погрузки вагона больше нормы? А вот здесь уже может быть база данных SAP, которую часто заполняют люди вручную. Нередко встретишь в SAP внесенные вручную значения: вагоны грузоподъёмностью «70» тонн и рядом «70 000» тонн. Ошибка, да, но в таких базах могут быть миллионы строк, никакой MS Excel не поможет выявить такие ошибки, здесь не обойтись без навыков data science. Температура пара – важный КПЭ низкого уровня, факт которого определяется полностью автоматически. Но иногда датчики или преобразователи могут выдавать мгновенные значения параметра, в тысячи раз больше технически возможного, например, при переходных процессах в цепях электропитания датчиков. Эти данные потом усредняются машиной и результирующий показатель КПЭ может значительно отличаться от значений, которые измерил менее капризный аналоговый прибор. Все эти «всплески» в электронике не получают надлежащего изучения ввиду огромности массивов (часто это терабайты) и отсутствия базовых навыков анализа данных у персонала. Сам я давно выполняю анализ данных и расчет динамики КПЭ на языке программирования R.
Что касается разницы lean и digital lean, то для меня это как рок и хард рок, те же аккорды, но гитары подключаются через другие «примочки», что оказывает другой эффект. Раньше человек выбраковывал заготовки, а теперь computer vision. Раньше человек записывал в бумажную ведомость тоннаж вагона и вносил потом в SAP, а теперь данные автоматически попадают в систему. Эффект – в улучшении системы сбора данных, но не в улучшении самого производственного процесса. Просто теперь проблемы и отклонения оценены более точно. Но никакой диджитал механизм не сможет подсказать, как снизить, например, процент дефекта пайки электронной платы, который так точно распознал искусственный интеллект. Здесь требуется классический lean: команда проекта, диаграмма потенциальных причин возникновения дефекта на листе ватмана, мозговой штурм и проверка многих гипотез вручную. Да и сам робот нуждается в улучшении не меньше, чем железо без искусственного интеллекта. Не верите? Езжайте с экскурсией на завод американской компании Jabil, что расположен в г. Ужгород. На заводе внедрены высокие технологии, роботизация, IIoT, но работа над улучшением процессов там ведется даже более интенсивно, чем на нецифровых производствах. Это происходит благодаря тому, что они постоянно стремятся улучшать производственные КПЭ, а иначе нельзя, ведь конкуренты делают то же самое. Кстати, на заводе Jabil, не в пример многим менее продвинутым производствам, сотрудники четко понимают и используют показатели, отраженные в ISO 22400: FPY, Cp, Cpk, OEE и пр. И если показатели не выполняются – то они знают, как изменить процесс к лучшему.
Эдвардс Деминг говорил, что указание рядовому сотруднику цели (КПЭ) без указания средств ее достижения – это преступление. Потому внедрение передовых подходов к постановке и расчету КПЭ должно идти бок о бок с распространением методов достижения этих КПЭ. Многие развитые страны начали так действовать несколько десятилетий назад и методы давно доказали свою эффективность: внедрение систем КПЭ, использования аналитических методов улучшения процессов, обучение сотрудников. Мы украинцы все ищем свой особый путь к процветанию, хотя значительных результатов сможем достигнуть, просто изучив существующие лучшие практики в развитии экономики, используя внутренние резервы, а не ожидая финансовой и явно не безвозмездной помощи c запада.
А.Ю: – спасибо большое, Евгений за интервью, – и до новых встреч в наших экспертных дискуссиях.
Е.К: – Спасибо!

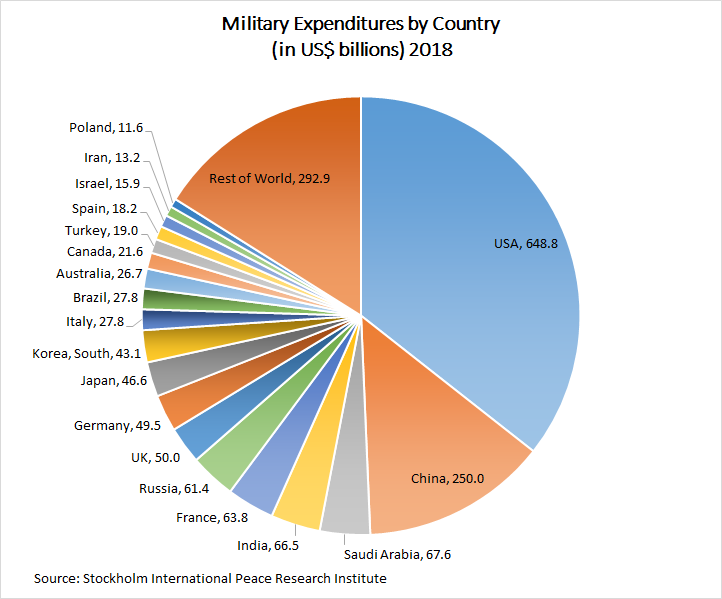 Реализацией проектов повышения операционной эффективности и обучением проектных команд армии США руководит Офис бизнес трансформации. В качестве методологии совершенствования используется Lean Six Sigma (LSS). Можно с уверенностью сказать, что это крупнейший deployment системы LSS в мире по числу охваченных сотрудников:
Реализацией проектов повышения операционной эффективности и обучением проектных команд армии США руководит Офис бизнес трансформации. В качестве методологии совершенствования используется Lean Six Sigma (LSS). Можно с уверенностью сказать, что это крупнейший deployment системы LSS в мире по числу охваченных сотрудников: 
 Фото тренингового процесса в LSS
Фото тренингового процесса в LSS Так выглядит памятное фото с участниками программы после каждого награждения за достижения в реализации проектов LSS в армии
Так выглядит памятное фото с участниками программы после каждого награждения за достижения в реализации проектов LSS в армии Снижение затрат на содержание БМП Брэдли в Red River Army Depot (Техас) в размере $600,000. Например, инициативы по повторному использованию топлива позволило сэкономить 37,000 галлонов (
Снижение затрат на содержание БМП Брэдли в Red River Army Depot (Техас) в размере $600,000. Например, инициативы по повторному использованию топлива позволило сэкономить 37,000 галлонов (